Part 1: Research and overcome the machining challenges of compacted graphite iron (CGI)
The application of compacted graphite iron (CGI) is growing. The use of compacted graphite iron (CGI) is growing, especially in the manufacture of cylinder heads for truck and automotive diesel engines. Engine designers use many of CGI's strengths to improve fuel efficiency and engine performance. It provides a higher strength to weight ratio, effective wear resistance, thermal conductivity and shock absorption than conventional gray cast iron or high ferromolybdenum. -- All of these features are required for engine design.
However, manufacturers have found that CGI is more difficult to machine than conventional cast iron. When they use the metalworking fluid used to process gray cast iron to process CGI, CGI tool wear is 90% faster than cast iron – which results in higher costs and more downtime. In addition, because cutting speed and feed rate may be reduced, CGI processing time is much longer than gray cast iron. The use of special cutting fluids can reduce the difficulty of machining CGI.
Learn why CGI is difficult to process. CGI is more difficult to machine than conventional iron or ductile iron. Under the same processing conditions, the wear rate of the tool is 30 times larger than that of conventional gray cast iron. Especially when machining at a certain speed (250-700 m/min), the difference in wear rate becomes the most obvious. These high speed machining is generally used for boring such as engine cylinders.
In order to design new metalworking fluids to improve tool wear, we must first study the root cause of the low machinability of CGI.
The main differences between gray cast iron and CGI:
-Different graphite structure · Gray cast iron contains sheet-like structure for easy cutting of graphite, which enhances cutting performance · CGI contains graphite with coral or worm-like structure, so it has higher strength and lower processing performance - Manganese Sulfide (MnS) Different content
New metalworking fluids can solve this dilemma. In the full study of the fundamental factors contributing to the low processing performance of CGI, new metalworking fluid technology has been developed that can improve tool life and part surface quality in various processes for processing CGI. These processes include high speed continuous machining such as boring commonly used in engine cylinders. Although the latest metalworking fluid technology has greatly shortened the gap between conventional gray cast iron and CGI in machining performance, it is still important to continue to improve research and development of metal machining performance and cutting-related costs.
If you are planning to process CGI, it is best to contact your metalworking fluids and tool suppliers for advice on the best metalworking fluids and tooling solutions.
The application of compacted graphite iron (CGI) is growing. The use of compacted graphite iron (CGI) is growing, especially in the manufacture of cylinder heads for truck and automotive diesel engines. Engine designers use many of CGI's strengths to improve fuel efficiency and engine performance. It provides a higher strength to weight ratio, effective wear resistance, thermal conductivity and shock absorption than conventional gray cast iron or high ferromolybdenum. -- All of these features are required for engine design.
However, manufacturers have found that CGI is more difficult to machine than conventional cast iron. When they use the metalworking fluid used to process gray cast iron to process CGI, CGI tool wear is 90% faster than cast iron – which results in higher costs and more downtime. In addition, because cutting speed and feed rate may be reduced, CGI processing time is much longer than gray cast iron. The use of special cutting fluids can reduce the difficulty of machining CGI.
Learn why CGI is difficult to process. CGI is more difficult to machine than conventional iron or ductile iron. Under the same processing conditions, the wear rate of the tool is 30 times larger than that of conventional gray cast iron. Especially when machining at a certain speed (250-700 m/min), the difference in wear rate becomes the most obvious. These high speed machining is generally used for boring such as engine cylinders.
In order to design new metalworking fluids to improve tool wear, we must first study the root cause of the low machinability of CGI.
The main differences between gray cast iron and CGI:
-Different graphite structure · Gray cast iron contains sheet-like structure for easy cutting of graphite, which enhances cutting performance · CGI contains graphite with coral or worm-like structure, so it has higher strength and lower processing performance - Manganese Sulfide (MnS) Different content
• Manganese sulphide (MnS) in grey cast iron provides good lubricity in machining, especially when MnS is reached at a certain cutting rate. However, CGI does not contain MnS, so CGI does not have the advantage of lubricity and protection of the tool. (See the photomicrograph below)
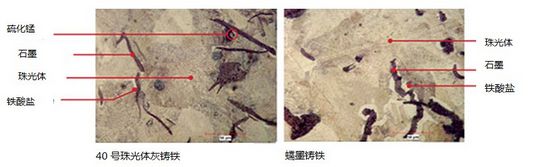
Manganese sulfide is very obvious in the microstructure of gray cast iron as above
New metalworking fluids can solve this dilemma. In the full study of the fundamental factors contributing to the low processing performance of CGI, new metalworking fluid technology has been developed that can improve tool life and part surface quality in various processes for processing CGI. These processes include high speed continuous machining such as boring commonly used in engine cylinders. Although the latest metalworking fluid technology has greatly shortened the gap between conventional gray cast iron and CGI in machining performance, it is still important to continue to improve research and development of metal machining performance and cutting-related costs.
If you are planning to process CGI, it is best to contact your metalworking fluids and tool suppliers for advice on the best metalworking fluids and tooling solutions.
Aluminum And Wooden Plank,America Style Aluminum Plank Or Deck,Scaffolding Aluminum Platform,Aluminium Hatch-Type Withtrapdoo
Chuzhou Jincheng Metalwork Co.,Ltd , https://www.jinchengscaffold.com