For example, the surface quality of the workpieces produced by milling does not meet the requirements. The replacement of the different cutters of different tool suppliers is still not up to the requirements. After the machine spindle is replaced, the quality of the workpieces processed meets the requirements. The real source of the problem is not the tool, but other factors in the system.
2. "Cutting system" in a broad sense
The beating of the machine tool spindle, the vibration during machining, the dynamic balance of the tool, the variety, concentration, pressure and flow of the cutting fluid, the pre-adjustment of the tool, and the matching of the cutting parameters all have a significant impact on the results of the cutting process. The reasons that affect the results of the cutting process are far more than these.
In order to improve the cutting efficiency, high-efficiency cutting has been widely used in recent years. However, it is necessary to note that for the machining of the automotive industry, the real high-efficiency machining pursues not only the high cutting efficiency of a single machine tool, but also It is required to achieve high cutting efficiency of the entire production line, that is, to pursue high efficiency of the entire system. This requires a reasonable arrangement of the process, the right machine tools and efficient tools, scientific management and a sound process control system as well as a fast and reliable tool supply logistics system.
At this height, the cutting system is even bigger. It is not only a material system consisting of workpieces and processing equipment, processing media, but also tool life control, sharpening, adjustment, procurement supply management, cost accounting and Control system consisting of control system; cutting system setting and tooling and grinding specifications; technical system consisting of cutting database and tool management software.
The composition of the cutting system
1. Components
This includes machine tools, fixtures, tools, cutting fluids, workpieces being machined, operators, and more.
2. Various subsystems
Including process systems, cutting tribology systems, tool systems, machine tools systems, fixture systems, tool management systems, cutting quality control systems, and more.
3. Enter
Including the workpiece blank to be processed, various processing requirements. It should be noted that the workpiece blank is the input to the system, but after it enters the cutting system, it becomes a part of the cutting system, affecting other variables in the cutting system and the output of the cutting system.
4. Output
That is, the finished product, the processing results achieved, such as processing quality, processing efficiency, processing cost, etc.
5. Feedback and control
Measurement and control form the effect of the output on the input (Figure 1), which is a type of feedback. The feedback has positive feedback and negative feedback. The error of the output response to the input can be corrected in time through appropriate feedback, so that the output converges to the center value required by the input. Otherwise, the output will deviate from the target value, and the batch processing fails. Product.
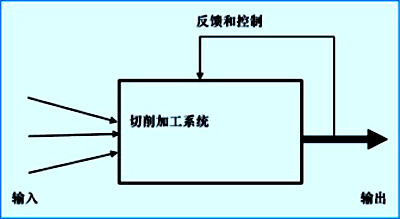
Figure 2 Feedback and control of the cutting system
Previous Next
Electrical Steel,Tin Coated Steel,Easy Open Peel Off Ends,Tin Free Steel
Comat Metal Products Co., Ltd. , http://www.china-tinplate.com