Diamond has high hardness, good wear resistance, high strength, good thermal conductivity, low friction coefficient with non-ferrous metals, good anti-adhesion and excellent corrosion resistance and chemical stability. Diamond tools have high bonding strength and good formability. It has a long service life and can meet the requirements of high-speed grinding and ultra-precision grinding technology. Therefore, diamond tools have been widely used in the field of machining.
During the processing of the diamond material, the front and back flank of the tool are constantly in contact with the workpiece, and intense pressing and friction between the two occur in the contact zone, so that there is a high temperature and pressure in the contact zone. As the cutting progresses, the front and rear flank of the tool gradually wear out, which makes the cutting ability weakened, resulting in tool failure. In general, the wear process of the tool can be divided into three stages: 1 initial wear stage. 2 normal wear stage. 3 sharp wear stage.
With the increase of the amount of diamond single crystal tools, the analysis of the wear of diamond single crystal tools is increasing. The main wear mechanisms of diamond single crystal tools are as follows: 1 Mechanical wear. 2 bond wear. 3 diffusion wear. 4 oxidative wear. 5 graphitized wear.
Magnesium-aluminum alloy has many advantages such as high specific strength, low density, corrosion resistance, recyclability, good thermal conductivity and thin wall molding. It has been widely used in computers, communications, instrumentation, home appliances, medical and light industry. At the same time, magnesium-aluminum alloy is a soft metal. When cutting at high speed, it is easy to bond the tool and form a built-up edge on the surface. Therefore, when the quality of the machined surface is high, it is required to use a diamond cutter to cut the magnesium alloy. However, there are few studies on the cutting of magnesium-aluminum alloys by diamond single-crystal knives at home and abroad, especially the research on the wear mechanism, which is very important for the processing of soft metal such as magnesium and aluminum by diamond single crystal cutters.
In this paper, magnesium-aluminum alloy is selected as the material to be processed, and diamond single crystal cutter is prepared by using synthetic diamond as material to process magnesium-aluminum alloy, and the wear condition of the tool is analyzed to study the wear mechanism of diamond single crystal processing magnesium-aluminum alloy.
1. Preparation of diamond single crystal cutter and selection of magnesium alloy
The diamond selected in this test is the octahedral diamond single crystal particle grown by Taiwan Drilling Technology (Zhengzhou) Co., Ltd. under high temperature and high pressure. Its crystal form is complete, the color is light yellow, transparent, and the material is pure. No internal observation can be observed under 20 times microscope. Defects, laser cutting machine is used to cut the diamond single wafer, and then the (100) crystal plane and the (110) crystal plane of the diamond are selected as the preparation materials of the front and back flank of the diamond cutter, respectively, and the diamond is brazed. The single wafer is firmly clamped to the arbor and the diamond tool with sharp edges is processed. Generally, it includes rough grinding and fine grinding to obtain the required tool.
This test uses 6061-T6 magnesium-aluminum alloy, which belongs to heat-treated reinforced alloy. It has good weldability, formability, electroplating, machinability and corrosion resistance, and has high toughness and no deformation after processing. Medium strength characteristics, still maintain good operability after annealing.
2. Test
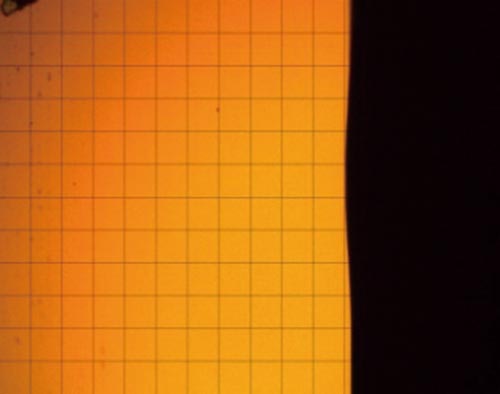
(1) The initial shape of the tool before the cutting test. Before the diamond single crystal tool was used to cut the magnesium alloy, the initial shape of the tool rake face was first observed. Figure 1 shows the topography of the rake face of a diamond single crystal tool before the cutting test. It can be seen from Fig. 1 that the cutting edge of the tool has good integrity and the rake face has no signs of wear.

Figure 1 Microscopic morphology of diamond single crystal cutter
(2) Analysis of the wear mechanism of cutting magnesium alloy by diamond single crystal cutter. During the cutting process, the tool cuts excess metal from the surface of the workpiece, and it also suffers from the intense friction from the chip and the workpiece, causing the tool's front and rear flank to gradually wear. When the tool wear amount reaches a certain level, it can be clearly found that the cutting force is increased, the cutting temperature is increased, and even the vibration is generated, resulting in a decrease in the machining accuracy of the workpiece and a deterioration in the surface quality. At this time, it is necessary to sharpen or change the knife. It can be seen that tool wear has a direct impact on processing quality, production efficiency and processing cost, and is one of the most important issues in the cutting process.
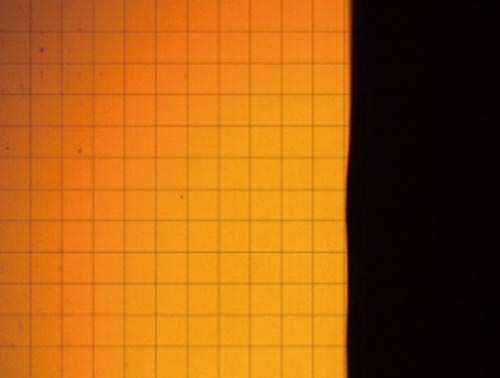
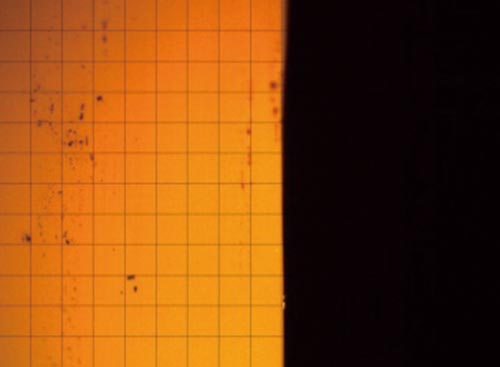
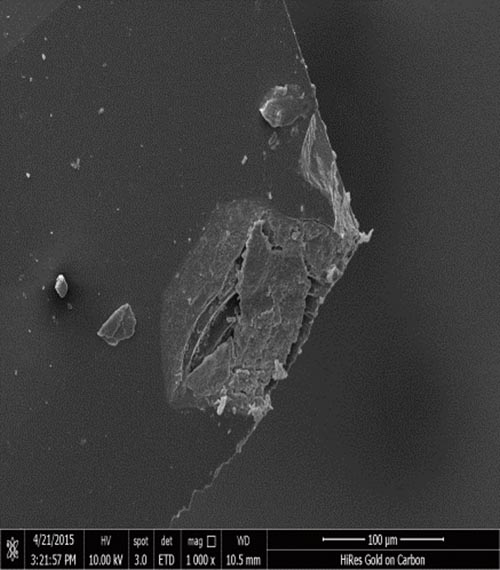
Figure 2 shows the diamond single crystal turning tool under the process parameters of 3 900r/min, feed rate 0.1mm/r and cutting depth of 2mm. After cutting magnesium alloy in a certain processing time, the rake face The morphology of the diamond single crystal tool with different rake angles after cutting. Figures 2a, 2b and 2c show the morphology of the rake face after cutting of a diamond single crystal turning tool with a rake angle of 5°, 7.5° and 10°, respectively. It can be seen from Fig. 2 that the front faces of the three turning tools have obvious wear bands. To evaluate the wear of the tools, it is necessary to measure the amount of wear on the rake face of the tool. Under the same cutting conditions, the wear areas of diamond single crystal turning tools with rake angles of 5°, 7.5° and 10° are 0.866×10-3mm2, 0.962×10-3mm2 and 0.601×10-3 mm2, respectively, so the current angle At 10°, the diamond single-crystal tool has a small amount of tool wear when turning magnesium-aluminum alloy.
(a) No. 1 knife
(b) No. 2 knife
(c) No. 3 knife
Fig. 2 Microscopic morphology of the rake face after cutting of diamond single crystal tool
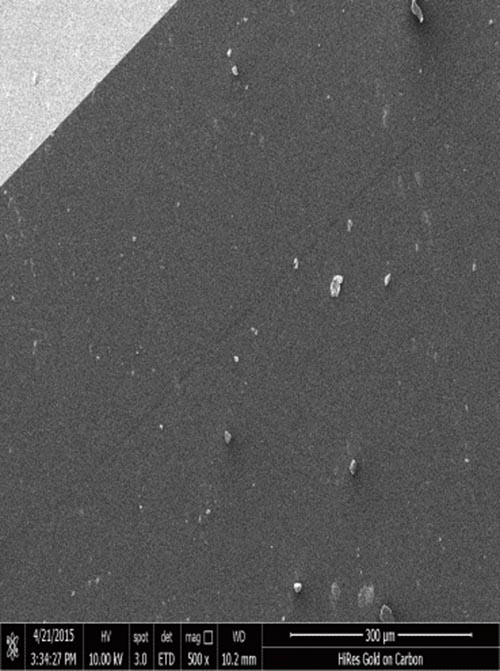
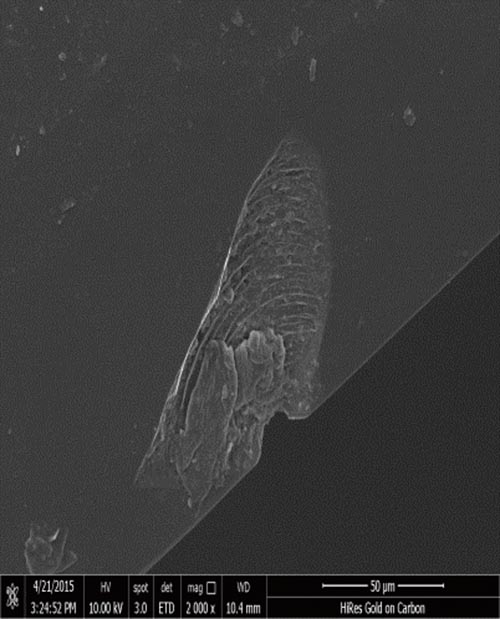
Figure 3 shows a diamond single crystal turning tool with a rake angle of 10° at a speed of 3 900r/min, a feed rate of 0.1mm/r, and a depth of cut of
Scanning electron micrograph of the wear profile of the rake face after cutting the magnesium alloy in a certain processing time under the process parameters of 2 mm. It can be seen from Fig. 3a that there is wear scratch on the rake face of the tool, and micro-grooves are formed; it can be seen from Fig. 3b that the edge is slightly worn with signs of chipping and fracture; as can be seen from Figure 3c There is a notch break in the rake face of the tool, as well as signs of chipping and peeling. It is well known that diamond knives have a strong cleavage, and the damage occurring at the cleavage plane is anisotropic. When the tensile stress perpendicular to a certain cleavage plane reaches a certain value inherent to diamond, the cutter will be destroyed. When cutting magnesium-aluminum alloy composites, the tool cuts the soft aluminum alloy matrix, undergoes alternating stress, and the cutting vibration phenomenon is serious. Together with the strong impact of the chips on the cutting edge, the tool is subjected to large impact stress. When the stress in the local region of the cutting edge reaches its brittle cleavage strength, minute brittle flaking occurs. Once the tool is peeled off, the cutting edge will no longer be flat, and the peeling will easily cause stress concentration, which will cause the chipping of the bulk material. It can be seen from Fig. 3 that the graphitization of the diamond single crystal tool does not occur when cutting the magnesium alloy, because the copper content of the 6061-T6 magnesium alloy is only 0.3%, which is not enough to cause obvious corrosion to the tool. .
As can be seen from Figure 3, this situation indicates that the tool has significant mechanical friction and wear. It is due to mechanical friction between the diamond tool and the workpiece. In the initial stage of diamond cutting, the micro-contact surface of the diamond tool and the workpiece is uneven, forming a stagger, and during the relative motion, the peaks of both sides are gradually smoothed. When cutting, the hard spots contained in the workpiece material, as well as the built-up edge fragments, etc., are caused by the grooves on the surface of the tool.
(a)
(b)
(c)
Figure 3 Photomicrograph of the wear profile of the rake face
3. Conclusion
According to the observation of the wear profile under different rake angles of diamond single crystal cutters, when the diamond single crystal tool is used to process magnesium alloy, the cutting edge of the tool is slightly worn, accompanied by signs of chipping and fracture, and the rake face of the tool Wear scratches, micro-grooves, and notch breakage, indicating that the main wear form of the tool is mechanical friction and wear.
references:
[1] Zhang Beibei. Research on cutting PCBN tool bonding agent for titanium alloy[D]. Henan: Henan University of Technology, 2011.
[2] WANG Dazhen, HAN Rongdi, LIU Huaming, et al. Friction and wear properties and model of swarf in ultra-precision machining of aluminum matrix composites[J]. Journal of Tribology, 2005, 25(6): 569-573.
[3] Chen Haofeng, Wang Jianmin, Dai Yifan, et al. Study on Wear of Ultra-precision Cutting Calcium Fluoride Single Crystal Diamond Tool[J]. China Mechanical Engineering, 2011, 22(13): 1519-1526.
[4] RM Eric, JS Edward, RSD Theodore, et al. Detection of orientation-dependent, single-crystal diamond tool edge wear using cutting force sensors, while spin-turning silicon [J]. Precision Engineering, 2010, (34): 253- 258.
[5] R. Ribeiro, Z. Shan, AMMinor, et al. In situ observations of nano-abrasive wear [J]. Wear, 2007, 263: 1556-1559.
[6] I.Durazo-Cardenas, et al. 3D characterisation of tool wear tools diamond turning silicon [J]. Wear, 2007, 262(34): 340-349.
[7] ZHOU Ming, ZOU Lai. Friction and wear test of tool wear mechanism in diamond cutting of ferrous metal[J]. Editorial Office of Optics and Precision Engineering, 2013, 21(7): 1786-1793.
[8] WJZong, T.Sun, K. Cheng, et al. XPS analysis of the groove wearing marks on flank face of diamond tool in nanometric cutting of silicon wafer[J].International Journal of Machine Tools and Manufacture,2008,48(15) :1678-1687.
EVA Colorful Building Blocks is consist of four different but classical colors. Made from Eco-friendly, closed cell, non-smell and non-toxic Eva Foam material, passes ASTM and EN71 certificates, the safety of this product is the last thing needs to be worried.

The Foam Building Blocks are easy to store and carry cause it is packed with a PVC bag with zipper. Also after a long time of playing, the blocks can be cleaned easily with water thanks to its closed cell foam.
Eva Colorful Building Blocks,Colorful Building Blocks,Colorful Eva Foam Building Block,Eva Colorful Foam Building Block,Colorful Foam Building Block,Colorful Educational Building Block
Huizhou Melors Plastic Products Factory , https://www.melorsfoam.com